 English
English 中文
中文 Español
Español
2、弹簧的表面有划伤。弹簧机作业中出现了刮丝现象,导致了卷绕的弹簧表面有划伤。比如:①材料本身的质量(缺陷)问题;②校直滚轮、送线滚轮或导线板表面剥落或沾有硬物;③辅助芯轴出现崩刃;④顶杆表面有伤痕等。解决办法:更换材料或将有缺陷的材料去除;保持校直滚轮、送线滚轮或导线板表面的清洁度或研磨处理;更换或修整芯棒;更换或修复顶杆。
3、弹簧的圈径不稳定。比如:①材料存在内应力且强度不均匀;②材料没有理顺,送线过程中材料受压;③送线的张紧力不稳等。解决办法:检查并更换弹簧材料;重新整理线材并理顺,或调整线向后重试,或添加送线导线盘,调整线向;检查并调整送线架的张紧力。如果您想了解弹簧材料的好坏对弹簧机作业的影响,请点击[文章]弹簧线材的优劣,决定了弹簧机运转的稳定性。
4、节距不稳,自由长度变化较大。比如:①材料存在内应力且强度不均匀;②节距推杆运动设置(节距凸轮形状、原点和参数设置不到位);③节距杆未固定好等。解决办法:检查并更换线材;重新设定原点并检查节距推杆的位置;检查节距推杆运动设置是否有松动锁紧。
5、弹簧的总圈数不稳。比如:①材料本身质量差,如表面凸凹不平;②弹簧机的送线精度误差大;③刀架活动间隙大或模具(如“曲线规”)工艺差,引起的弹簧外径不稳定等。解决办法:检查材料并更换质量好的线材;检查弹簧机自身的技术参数等性能,测试送线精度误差,滚轮是否有打滑现象;检查刀架是否存在间隙,修整或更换模具。
6、弹簧两端并圈不良。比如:①材料本身的内应力较大;②顶杆的角度未调整好;③节距凸轮形状、原点和参数设置不到位,使端头并圈不良等。解决办法:检查并更换材料;重新调整弹簧机的顶杆(亦叫“节距推杆”);修整节距凸轮片的形状,同时调整系统中的程序指令。如果您想了解影响弹簧机卷绕弹簧不稳定的因素,请点击[文章]影响电脑弹簧机生产不稳定的因素有哪些?
7、弹簧的端圈有毛刺。比如:①切刀和芯棒配合的间隙过大;②切刀和芯棒的刚性不足,产生松动;③切刀和芯轴的工艺质量较差,出现崩裂或披缝等。解决办法:重新调整切刀和芯棒配合的间隙;检查压簧机设备的塞铁、垫块是否存在松动;修整或更换材质较好(或工艺要求高)的切刀和芯轴。
8、送线滚轮打滑,送料送不出来。比如:①送线滚轮之间的压紧力不足;②送线滚轮的线槽是否磨损;③送线滚轮的线槽规格未选对;④导线板的线槽堵塞或曲线规处阻力大等。解决办法:重新调整送线滚轮并压紧操作;更换或重新选择对应的送线滚轮;检查前端的导线板线槽进线是否通畅,曲线规处是否平顺。
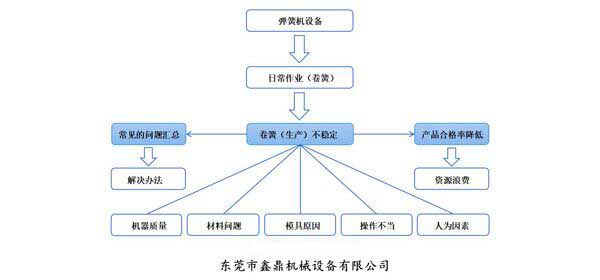
以上的弹簧机作业中的常见问题汇总与解决办法,鑫鼎弹簧机的李经理希望对大家的日常工作能有一定的帮助。此外,当弹簧机作业中出现不稳定的现象时,我们要根据实际情况来查找引起问题的源头,并尽快地给予解决以恢复正常生产。文章内容源于鑫鼎弹簧机:/news-75.html,欢迎参阅,请勿抄袭,侵权必究!

 +86-769-85560118
+86-769-85560118  E-mail
E-mail
